
在实际生产过程中,部分设备事故并非由突发极端 工况引起,而是由制造阶段遗留的质量缺陷、结构设计 不合理以及运行管理不到位等因素长期叠加所致。这类 事故往往具有隐蔽性强、演变周期长的特点,一旦失效, 影响范围广、损失程度高。如何通过管理模式升级,实 现设备风险的前移识别和动态管控,成为石油化工企业 面临的重要课题 [1]。精益智能理念是在传统精益管理思 想基础上,引入数字化、信息化和智能化技术形成的综 合管理模式,强调以数据为支撑,对设备全生命周期进 行系统化、精细化管理。将精益智能理念应用于石油化 工设备管理,有助于提升设备管理的科学性和前瞻性, 为装置安全、稳定运行提供技术保障 [2]。
1 精益智能理念与石油化工设备管理的理论基础
1.1 精益智能理念的核心内涵
精益智能理念以消除浪费、持续改进为基本目标, 在精益管理的基础上,融合信息系统、数据分析和智能 决策手段,实现管理过程的可视化和可追溯。其核心在 于以数据驱动管理决策,通过标准化流程和系统化手段 降低人为判断的不确定性。在设备管理领域,精益智能理念强调将设备制造、运行和检修过程中的关键数据进 行统一管理,通过信息化平台实现状态监测、风险识别 和闭环整改,从而提升设备管理的系统性和可靠性 [3]。
1.2 石油化工设备管理的特点与风险来源
石油化工设备结构复杂、内件隐蔽,设备风险往往 来源于制造缺陷、结构薄弱及运行工况冲击等多个方面。 部分内件焊缝在运行初期难以暴露问题,但在长期工况 波动和应力作用下容易成为失效薄弱点。
1.3 精益智能理念与设备完整性管理的契合性 设备完整性管理强调设备全生命周期的风险控制, 与精益智能理念高度契合。通过引入设备管理信息系统 和数据分析工具,可以将设备完整性管理由静态评估转 变为动态监测,实现风险的前移识别和持续优化。
2 典型设备事故暴露的传统管理问题分析
2.1 事故设备与运行背景概述
在石油化工生产装置中,高压洗涤器等关键设备长 期处于高温、高压及气液两相流工况,其内部结构复杂, 对制造质量、运行稳定性及状态监测能力要求极高。某 尿素装置在运行过程中曾发生高压洗涤器防爆筒焊缝开 裂事故,最终导致装置被迫停车,造成较大经济损失。 事故设备为高压洗涤器,其防爆筒主要承担装置运行过 程中内外压差释放及异常工况下的安全保护功能,结构 设计中设置纵向防爆槽作为压力泄放的薄弱部位 [4]。
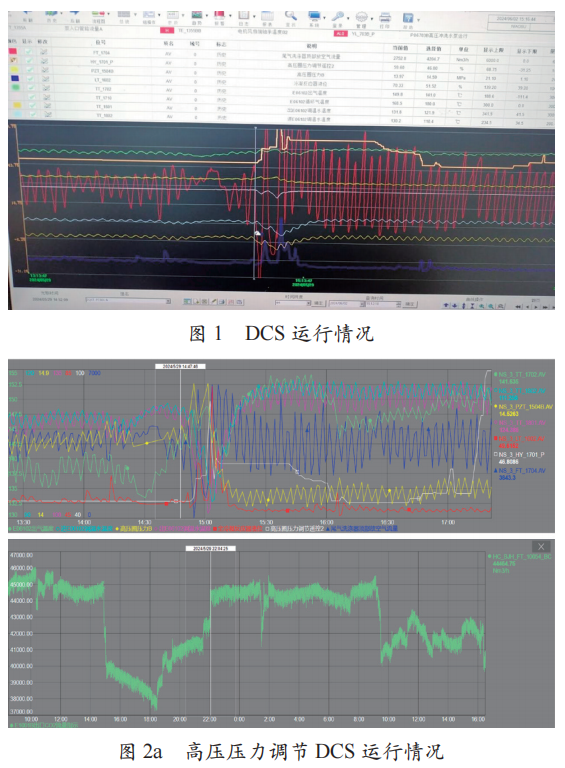
事故发生前,该装置因换热管泄漏经历多次停车检 修和重新开车,系统在恢复运行后逐步加负荷运行。在 正常负荷条件下,装置运行参数总体处于可控范围,但 在后续运行过程中,高压系统压力、尾气放空流量及设 备温度等参数在 DCS 系统中出现持续异常波动(见图 1),最终被迫降低负荷并停车检查。该事故表明,在未 发生明显爆炸或超压的情况下,仅依赖运行参数表征的 传统管理方式,难以及时识别设备内部结构隐患,设备 缺陷仍可能在复杂工况叠加作用下逐步放大,诱发严重 设备事故。
2.2 精益智能前端失效
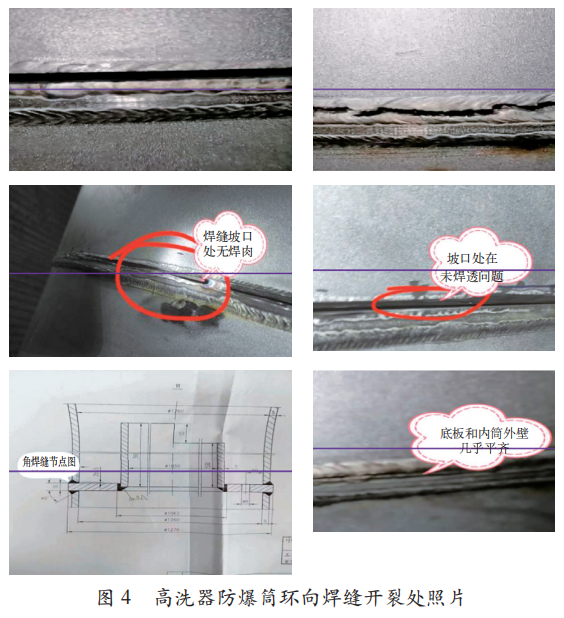
通过对事故设备的解体检查发现,高压洗涤器防爆 筒内部溢流筒支撑结构及环向焊缝存在明显制造质量缺 陷。相关焊缝在制造过程中未严格执行焊接工艺要求, 仅进行了表面盖面焊接,未进行氩弧焊打底,焊肉严重 不足,焊缝承载能力明显偏低。设备制造过程中未严格 按照设计图纸尺寸进行加工,溢流堰底板与内筒外壁几 乎平齐,无法形成满足要求的角焊缝结构,进一步削弱 了焊接强度。 上述制造缺陷在设备出厂和安装阶段未被有效识 别和消除,成为设备运行中的潜在薄弱点。在长期运行 及工况变化作用下,焊缝承受气液冲击和结构应力,最 终导致环向焊缝大面积开裂。该事故充分暴露出传统设 备管理中对制造质量前端控制不足的问题,表明仅依靠 运行阶段的监测和检修难以弥补制造阶段遗留的结构性 缺陷 [5]。
2.3 运行与检修阶段缺乏智能支撑的管理盲区
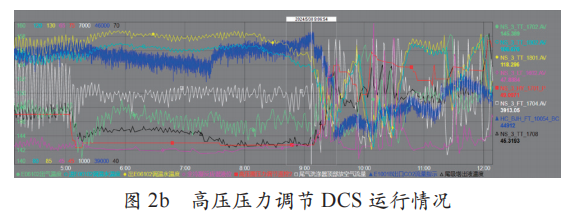
事故分析表明,在设备运行与检修管理过程中,对 设备内件结构风险的认识不足是重要诱因之一。事故发 生前,装置运行人员主要依据工艺参数变化对系统状态 进行判断,将部分异常现象归因于系统组分变化或操作 调整,未能及时将设备结构异常纳入重点排查范围。此 外,在多次停车检修过程中,检查重点集中在高压侧主 体结构和易损换热部件,对防爆筒内件焊缝等仅承受内 外压差的结构关注不足,未能及时发现潜在焊接缺陷。 图 2a 所示,15:00 以后,系统在维持尾吸放空量 较大(2 000 ~ 5 000 m3 /h 波动)的情况下,维持系统40 000 Nm3 /h 左右的负荷至 21:30,系统略有好转后加 至 45 000 Nm3 /h。
几日后系统开始频繁波动,循环气温度持续波动降 低,高调水温度波动加剧,系统热负荷难以控制,尾吸 下液温度高至 75℃(正常 45℃),系统操作条件难以维 持,被迫减负荷至 30 000 ~ 40 000 Nm3 /h 运行,通过 调整维持运行至 5 日后停车检修。在装置多次开停车过 程中,由于工况偏离稳定运行状态,设备内部气液两相 冲击明显增强,同时在降温过程中产生不协调的冷缩拉 应力。理论上,这部分应力应由设备膨胀节吸收,但由 于防爆筒环向焊缝存在先天缺陷,应力在薄弱部位集中 释放,加速了焊缝开裂。这一过程反映出传统设备管理 模式在风险识别和工况控制方面存在明显不足。
2.4 事故暴露的设备管理共性问题总结
综合该起设备事故可以发现,传统石油化工设备管理中普遍存在以下共性问题:
1)过度关注设备主体承 压部件,忽视内件焊缝等关键薄弱结构;
2)设备风险 识别更多依赖经验判断,对异常工况的结构性影响认识 不足;
3)制造、运行和检修之间缺乏有效的信息反馈 机制,导致缺陷在设备全生命周期内持续存在。这些问 题在复杂工况叠加作用下,极易演化为严重设备事故, 也为精益智能设备管理模式的引入提供了现实背景。
3 精益智能理念下石油化工设备优化管理技术路径
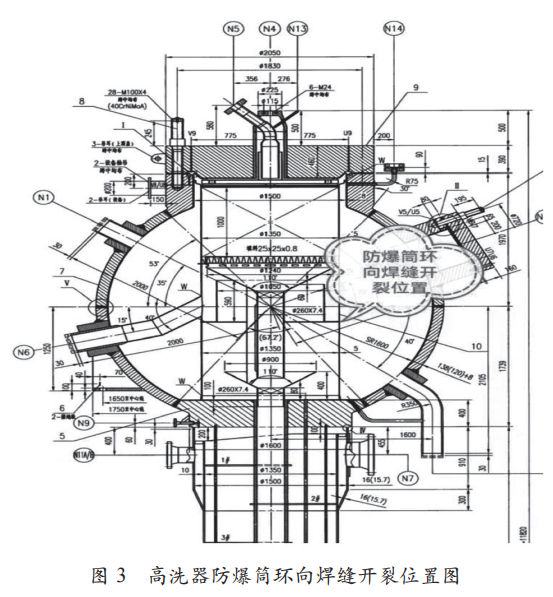
3.1 基于精益智能的设备制造质量前移控制技术 从事故分析结果可以看出,高压洗涤器防爆筒环向 焊缝在制造阶段即存在严重质量缺陷,直接削弱了焊缝 承载能力(高洗器防爆筒环向焊缝开裂情况如图 3、图 4 所示)。这表明,传统设备管理中过于依赖运行阶段 发现问题,而制造阶段焊接过程缺乏数据化、可追溯管 理,是设备先天缺陷进入运行系统的重要原因。
在精益智能理念指导下,应将设备质量控制关口前 移至制造阶段,对关键承压部件及重要内件焊缝实施数 字化质量管理。针对防爆筒环向焊缝等关键部位,应建 立焊接工艺强制执行与记录机制,将打底焊、填充焊和 盖面焊等关键工序纳入过程数据管理。在设备制造验收 阶段,不仅关注主体壳体质量,还应将内件焊缝检测结 果与制造数据统一归档,为后续运行和检修提供可靠数据支撑。
基于精益智能理念,应将设备质量控制关口前移至 制造阶段,对关键承压部件及重要内件焊缝实施精细化 管控。针对类似防爆筒环向焊缝等关键部位,应建立焊 接工艺强制执行清单,明确打底焊、填充焊和盖面焊的 工艺要求,并在制造过程中实施全过程监督和记录。在设备制造验收阶段,不仅关注主体壳体质量,还应将内 件焊缝纳入重点验收范围,通过无损检测等手段,确保 焊缝结构满足设计强度要求,从源头上消除制造缺陷。
在设备制作过程中,没有严格执行焊接工艺指导 书要求,对于“单面焊接双面成形”环向焊缝,仅进行 了表面盖面焊接,没有氩弧焊打底,更没有对坡口处进 行焊接填充,致使该焊缝焊肉严重不足,焊接强度严重 下降。在正常运行过程中物料冲击作用和检修停车工艺 处理过程中的热胀冷缩不均等的拉应力作用下,导致该 环向焊缝失效开裂,设计图纸要求溢流堰底板直径为 1 276 mm,内筒外径 1 270 mm,底板直径方向比内筒 外径单侧大 3 mm,可用于角焊缝焊接。但现场实际底 板和内筒外壁几乎平齐,不能形成较好的角焊缝焊接, 不能保证角焊缝焊接角高尺寸,进而影响了焊接质量。
3.2 设备结构与内件的精益化风险识别方法
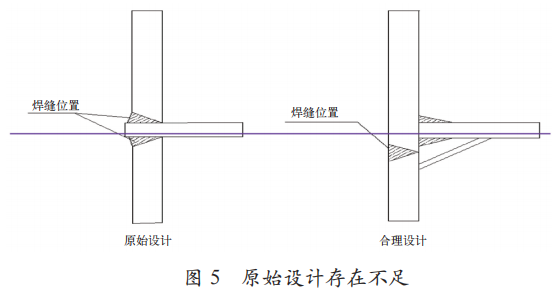
事故调查发现,管理人员长期将防爆筒纵向防爆槽 视为最薄弱部位,而对防爆筒环向焊缝及内部溢流结构 的风险认识不足,导致该部位在多次检修过程中未被重点检查。这反映出传统设备管理中存在“重主体、轻内 件”的共性问题。设计院在防爆筒及内筒结构设计方面 存在一定不足,内筒之间焊接尽可能少用角焊缝,应多 采用对接焊缝,如图 5 所示。
对工艺参数的变化敏感度不够,对设备结构认识不足,风险辨识不全,对可能存在的风险和隐患认识不到位,设备检查检修中存在漏洞,对内筒焊接存在的潜在 缺陷认识不足,是造成本次事故的间接原因。据了解高 洗器防爆筒的中间焊缝开裂,防爆筒却没有损坏的现象, 在和其他企业交流时没有此现象发生,因此对于内筒焊 接存在的潜在缺陷认识不足。
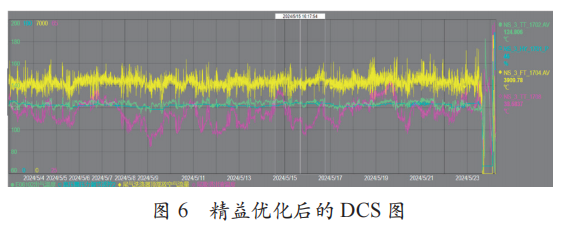
系统在检修停车前从工艺运行参数看,高洗器运行 参数比较正常,没有明显泄漏的迹象,即使有微漏也对 运行参数基本影响不大。通过对比荆州尿素装置(高洗 器出气 120.5℃),分析高洗器出气温度正常在 120℃左 右,精益优化后的 DCS 如图 6 所示。
对工艺参数的变化敏感度不够,对设备结构认识不 足,风险辨识不全,对可能存在的风险和隐患认识不到 位,设备检查检修中存在漏洞,对内筒焊接存在的潜在 缺陷认识不足,是造成本次事故的间接原因。据了解高 洗器防爆筒的中间焊缝开裂,防爆筒却没有损坏的现象, 在和其他企业交流时没有此现象发生,因此对于内筒焊接存在的潜在缺陷认识不足。
在精益智能理念指导下,应对设备结构进行系统性 风险识别,将内件与主体设备纳入统一管理体系。通过 分析设备运行工况、应力分布及介质流动特性,识别易发生应力集中和气液冲击的部位,形成设备结构风险清 单。对于高压洗涤器等复杂设备,应重点关注承受交变 载荷、热胀冷缩及冲刷作用的焊缝和支撑结构,并在检 修计划中明确检查重点,实现对设备内件风险的精益化 识别和精准管控。
3.3 开停车工况下的设备精益化运行控制技术
该起事故的发生与装置在短期内多次开停车密切相 关。每次开停车过程中,设备运行工况明显偏离稳定状 态,高压洗涤器内部气液冲击显著增强,同时在降温过 程中产生不协调的冷缩拉应力。由于防爆筒焊缝存在先 天缺陷,反复的工况冲击和应力叠加最终导致焊缝失效 开裂。针对这一问题,精益智能理念强调对高风险工况 的精细化控制。在设备管理中,应将开停车过程作为设 备风险管控的重点阶段,制定标准化操作流程,明确关 键参数变化范围和控制节奏。在频繁开停车或异常工况 出现时,应同步开展设备结构风险评估,对存在潜在缺 陷的设备采取降负荷运行、延长升降温时间等措施,避免缺陷在短时间内被放大,降低设备失效风险。
3.4 检修与维护阶段的持续改进机制
事故暴露出在设备检修管理中,存在缺陷发现与整 改不到位、经验未能有效反馈的问题。防爆筒焊缝缺陷 在多次检修过程中未被识别和消除,表明检修工作缺乏 系统复盘和持续改进机制。在精益设备管理模式下,应 建立检修缺陷闭环管理机制,将检修过程中发现的每一 项结构问题进行记录、分析和跟踪,并将处理结果纳入 设备技术档案。应将事故和检修经验反馈至设备选型、 设计审查和制造管理环节,形成持续改进的管理闭环。 通过不断总结运行和检修中的问题,优化管理流程和技 术标准,逐步提升设备管理体系的成熟度,避免类似事 故重复发生。
4 精益智能设备管理技术的应用效果与价值分析
4.1 对设备可靠性与安全性的提升作用
通过引入精益智能理念,对事故设备及同类关键 设备实施制造质量前移控制、结构风险智能识别和检修 闭环管理后,设备运行可靠性和本质安全水平得到明显 提升。在精益智能设备管理模式下,设备制造、运行和 检修过程中的关键质量信息和状态数据实现了系统化整 合,为设备运行决策提供了更加可靠的依据。以高压洗 涤器为代表的关键设备,在整改完成并恢复运行后,未再出现因内部焊缝缺陷引发的异常工况波动和非计划停 车情况,装置运行稳定性显著改善。
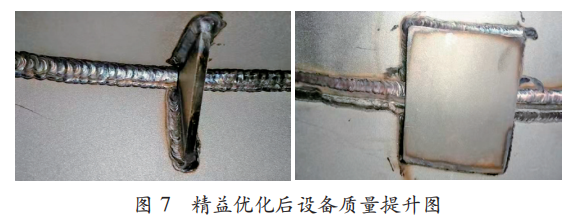
图 7 所示为精益智能优化后设备质量提升情况。针 对本次事故中暴露出的结构缺陷,对溢流堰底板和内筒 焊缝进行了彻底打磨和重新焊接,确保焊接质量满足设 计要求,并在防爆筒筒体内部底板下方增加 8 个三角支 撑进行结构加固,同时在筒体外壁增设 4 块连接板以增 强整体刚度。整改过程中,对所有内外筒焊缝进行系统 排查,对焊接质量不达标部位实施补焊,并结合结构特 点增加三角支撑或弧形加固板,显著提升了焊缝强度和 结构可靠性。从运行效果看,整改前设备在负荷波动和 频繁开停车工况下,压力、温度及流量等关键参数在 DCS 系统中波动明显,而整改后同类工况下参数波动 幅度显著减小,系统对工况变化的适应能力明显增强。 通过对关键焊缝和内件结构实施精益智能化强化管理, 有效降低了因制造缺陷和应力集中导致的突发性设备失 效风险,为装置长周期、安全稳定运行提供了可靠保障。
4.2 对事故预防与风险控制能力的改善
事故发生前,设备风险识别主要依赖运行参数变化 和管理人员经验判断,内部结构缺陷的识别具有明显滞 后性,难以及时发现潜在失效风险。实施精益智能设备 管理后,通过对关键焊缝和内件结构建立风险清单,并 将制造质量数据、检修记录和运行状态信息纳入统一管 理平台,实现了设备风险的系统化识别和动态更新,使 风险识别关口由运行阶段前移至制造和检修阶段,设备 隐患发现时点明显提前。在事故整改过程中,依托精益 智能管理方法,对装置内具有相似结构特征和运行工况 的设备开展系统性排查,发现并处理了多处焊接质量不 足和结构支撑薄弱问题。这种基于数据和结构特征分析 的“举一反三”排查方式,使原本可能在运行过程中逐 步放大的隐患得以及时消除。通过精益智能化风险识别 和闭环管理,设备管理模式由事后应对逐步转变为事前 预防和动态管控,事故防控能力显著增强,重复性设备事故发生概率明显降低。
4.3 对企业管理水平与经济效益的促进作用
从经济效益角度分析,该起设备事故不仅直接造成 设备修复费用支出,还因非计划停车引发较大间接经济 损失。事故整改完成并引入精益智能设备管理模式后, 通过对设备风险的前移识别和运行状态的持续监控,有 效降低了类似事故再次发生的可能性,为企业减少潜在 经济损失提供了重要保障。在精益智能设备管理支撑下,非计划停车次数明显减少,检修计划更加科学合理,装 置运行连续性和负荷稳定性持续提升。与事故发生前相 比,设备异常处理由被动抢修逐步转变为基于数据分析 的计划性维护,检修资源配置更加精准,设备维护成本 得到有效控制。同时,设备管理流程实现标准化和信息 化,部门之间的协同效率明显提高,管理决策更加透明 和高效。综合来看,精益智能设备管理在提升装置安全 水平的同时,也在经济效益和管理效能方面展现出显著 的综合价值。
5 结语
本文以实际设备事故为切入点,结合石油化工装置 运行特点,构建了精益智能理念下石油化工设备优化管 理的技术路径,并通过事故整改效果分析验证了其应用 成效。研究表明,单纯依赖经验判断和事后检修的传统 设备管理模式,难以满足复杂工况条件下的安全运行需 求。通过引入精益智能理念,将制造质量控制、运行监 测数据和检修信息纳入统一管理体系,有助于实现设备 风险的前移识别和动态管控。
参考文献:
[1] 山鹏飞. 石油化工机电设备安装工程施工技术分析 [J]. 中国石油和化工标准与质量, 2025, 45 (15): 160-162.
[2] 王鹏, 张凯. 石油化工机电设备管道安装工程模块化施工 技术与实践 [J]. 化工管理, 2025(26): 162-165.
[3] 许京波. 石油化工油气储运设备的有效管理与维护策略研 究 [J]. 中国石油和化工标准与质量, 2025, 45 (18): 67-69.
[4] 周霞. 石油化工安全管理中设备维护与检测的关键技术应 用 [J]. 中国石油和化工标准与质量, 2025, 45 (22): 51-53.
[5] 迟德慧, 陈刚, 武长娥. 仪表设备在石油化工安全生产中的 关键作用及提升路径 [J]. 塑料包装, 2025, 35 (06): 48-50.
本文系“流程工业”首发,未经授权不得转载。责任编辑:胡静,审核人:李峥
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)

2026-02-12

2026-02-11




