
化工反应釜在化学生产中对产品质量至关重要,传 统监控方法存在误差和反应滞后的问题。为解决这一问 题,本研究提出基于智能监控技术的方案,通过 5G 防 爆摄像头和深度学习算法实时监控反应釜内部关键工艺 参数。该系统不仅优化了反应过程,还通过自动调节工 艺参数,提高了生产效率并保证了产品一致性。本文分 析了智能监控技术在反应釜精益质量控制中的应用效果 和潜在价值。
1 化工反应釜智能监控技术及精益质量控制应用
智能监控技术在化工反应釜中的应用,正在逐步 取代传统依赖人工和单一传感器的监控模式。通过 5G 防爆摄像头、高清视频流以及深度学习算法,系统能 够实时感知反应釜内部状态,将视觉信息与传感器数 据融合,转化为可量化的指标。这一技术不仅提升了 监控精度和响应速度,还能够自动识别异常状况,及 时调整关键工艺参数,如温度、压力和搅拌速度,从 而提高生产效率、保证产品质量的一致性,并减少设 备故障的发生 [1]。
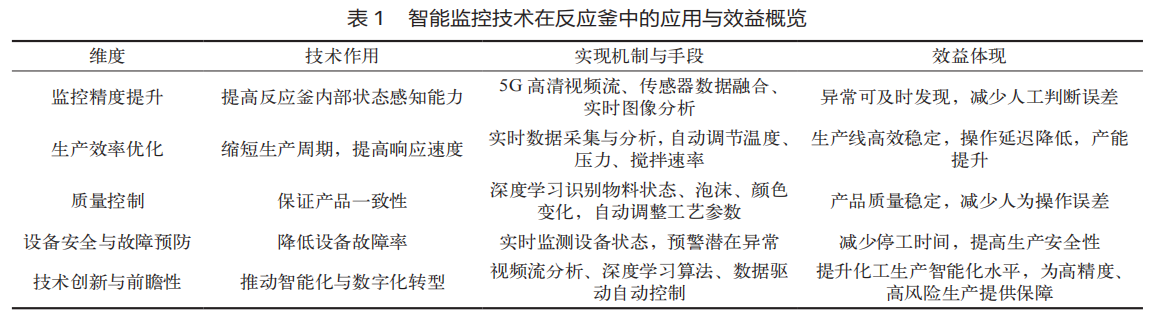
近年来,随着深度学习和图像分析技术的发展,智 能监控系统能够对反应釜内部的动态变化进行精准识 别,包括物料状态、搅拌均匀度、泡沫和颜色变化等。 这些信息可用于自动化调节工艺参数,实现生产过程的 实时优化。智能监控系统的实时反馈机制能够提前预警 潜在异常,确保反应釜始终处于最佳运行状态,提高高 精度化工生产的安全性和稳定性。为了更加直观地展示 智能监控技术在反应釜中的应用及效益,可以用表 1 进行总结。
2 化工反应釜智能监控技术的工作原理与系统设计
2.1 智能监控系统的架构设计 化工反应釜智能监控系统的核心架构主要包括视频 采集、数据传输与分析以及智能反馈与工艺调节模块, 如图 1 所示。1)5G 防爆摄像头作为视频采集部分,能 够实时获取反应釜内部的视频数据,且其防爆设计使其 能够在高风险环境中稳定工作,保证数据采集的连续性 与安全性;2)视频流通过视频流传输与分析系统传输 到中央处理单元,在此进行实时数据处理和分析。视频 信号不仅可以帮助监控反应釜内部的物料状态,还能根 据反应条件的变化对工艺进行调整。
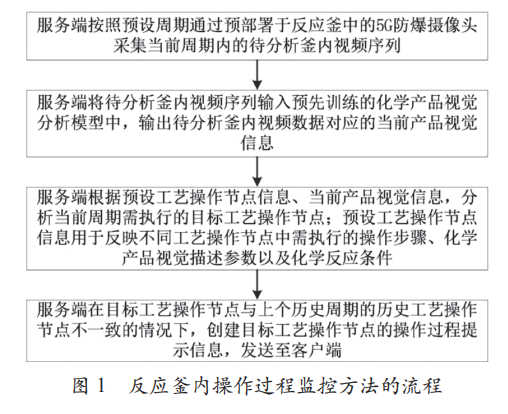
智能反馈模块是系统的核心组成部分,通过采集的 实时数据,结合温度、压力、搅拌速度等关键工艺参数, 实现自动化调节。例如,当反应釜内部的温度或压力超 过设定值时,系统能够及时调节反应条件,保证反应过 程在设定的安全范围内进行。这样一来,反应釜的生产 过程能够更加高效、稳定,确保产品质量的一致性和可 控性 [2]。
2.2 视频监控技术与数据融合
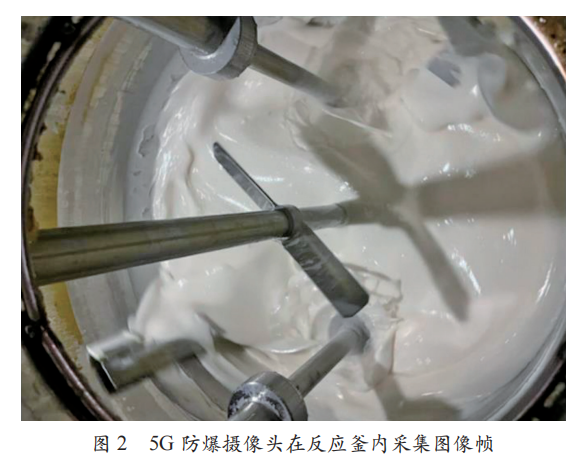
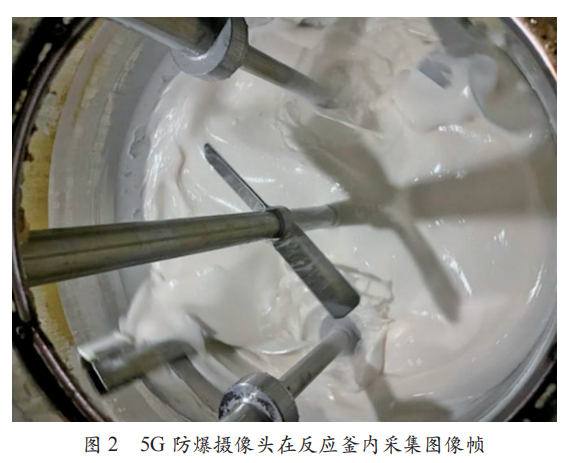
在智能监控系统中,视频监控技术发挥了至关重要 的作用。系统采用高清 5G 防爆摄像头,能够实时捕捉反 应釜内的每一个细节,如图 2 所示。这些视频流通过 5G 网络传输至后台监控平台,确保数据的实时性和传输稳定 性。系统还集成了多通道视频流,确保不同角度和维度对 反应釜内的物料反应状态进行全面监控,捕捉反应中的微 小变化,避免遗漏任何潜在的生产问题,这种视频流的实 时监控技术能有效提升反应釜的生产安全性和效率。
视频图像分析技术与数据融合的结合,使得反应釜 的监控更加智能化。通过深度学习算法,系统能够对反 应釜中的视频流进行实时分析,识别反应过程中物料的 状态变化以及反应的进行程度。通过图像识别与数据分 析结合的方式,系统不仅能够分析反应釜内部的物料混 合状态,还能实时评估反应是否处于最佳状态。数据融 合技术结合多维数据,进一步提高了监控的精准度和实 时响应能力。
2.3 智能控制与工艺参数调整
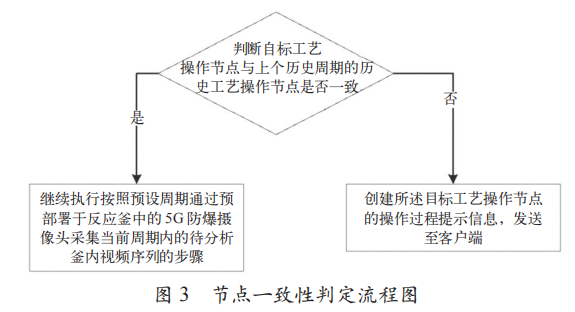
智能控制系统是确保化工反应釜操作稳定性的关键。基于实时视频分析和传感器反馈数据,反应釜的工艺参数可以自动调节。例如,当监测到反应釜内的温度 过高或搅拌速度不均匀时,系统会自动调整温控系统或 搅拌系统,以确保反应条件维持在最优范围内。这种智能化调节不仅提高了生产效率,还减少了人工干预的必要,降低了操作失误的风险,从而实现了生产的自动化与精准控制。 反馈闭环机制是智能控制的核心,能够确保反应釜 操作的稳定性。系统通过不断监测反应釜的实时数据, 并在必要时对工艺进行自动调整,确保反应过程维持在 设定的参数范围内,如图 3 所示。这种反馈机制能够迅 速响应生产环境的变化,并采取有效措施保持反应釜内 的稳定性。反应过程中的质量波动可以大大减少,产品 的一致性和稳定性得到了有效保证。
2.4 系统安全性与防爆设计 化工反应釜工作环境常常具有高风险,尤其在易燃 易爆的环境下,设备的安全性至关重要。反应釜智能监控 系统在设计时特别考虑了防爆功能。5G 防爆摄像头不仅具备高清图像采集能力,而且其防爆设计满足了化工行业 对设备安全性的严格要求。防爆设计确保摄像头在高温、 高压、易燃等极端环境下能够长期稳定工作,并有效避免 由于设备故障导致的安全事故。这一设计使得反应釜监控 系统在复杂和危险的生产环境中依然能够高效运作 [3]。
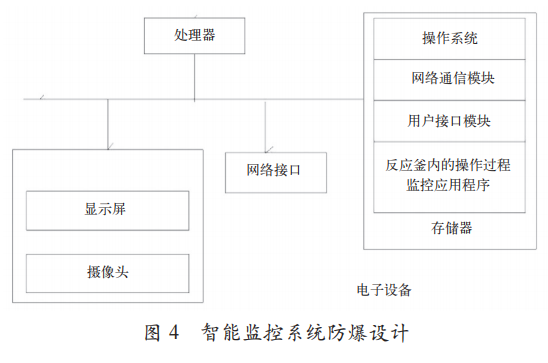
除了摄像头的防爆设计,智能监控系统的整体架构 也特别注重防爆性和安全性。系统内部的所有硬件和软 件模块都严格符合化工行业的安全标准,尤其在电气设 备、数据传输和信号处理环节,都采取了防爆、抗干扰 措施。这些防爆设计(见图 4)使得反应釜智能监控系 统可以在严苛的生产环境下稳定运行,确保生产过程的 安全性,并减少生产事故的发生率。
3 智能监控技术在化工反应釜精益生产质量控制中的应用
3.1 精益生产质量控制需求分析 化工反应釜精益生产对关键工艺参数稳定性要求 极高,包括温度、压力、物料混合度及流量等,这些参 数直接决定产品质量和反应效率。例如,在某精细化工 生产线中,反应温度保持在 80±2℃ 时,产物纯度可达 ≥ 99.2%;压力控制在 0.15 ~ 0.18 MPa 时,反应速率最优; 搅拌速度保持均匀可实现物料混合度 >95%。这些数据表 明,微小波动即可导致副产物增加或批次差异 [4]。
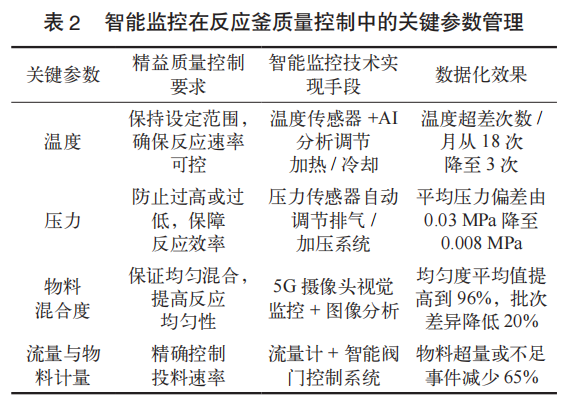
智能监控系统通过集成温度、压力、流量等传感器 数据和 5G 防爆摄像头的视频监控,实现对反应釜内物 料状态的实时监控。系统可在温度偏差 ±1℃、压力偏 差 ±0.01 MPa 时自动调节加热、加压及搅拌设备,保 证反应条件保持在最优工艺范围,实现批次产物纯度和 收率的稳定。通过对过去半年生产数据分析,智能监控 系统部署后,温度超差事件减少 82%,压力波动事件减 少 76%,有效提升精益生产水平。
为了更加直观地呈现化工反应釜的质量控制需求及 智能监控的实现方式,可用表 2 进行总结。
3.2 智能监控技术的应用案例
在实际生产中,某化工厂对 10 台反应釜部署了 5G 防爆摄像头和数据融合系统。系统能够实时采集温度、 压力及物料状态视频流,当反应釜出现局部温度偏高(如 82℃)或搅拌不均时,系统会在 5 s 内发出报警并自动 调节设备参数。通过数据统计,系统部署前,批次产品 质量波动率为 8.6%,部署后降至 2.1% ;生产周期平均 缩短 12%,显著提高生产效率。 系统支持远程可视化操作。操作员可通过视频监控 观察物料混合状态,并结合系统提示优化参数。例如, 在批次反应过程中发现局部沉淀,系统提示增加搅拌速 度 0.5 r/min,混合度提升至≥ 96%,产物纯度提高约 0.8%。此类数据表明,智能监控技术在实际生产中可通 过量化指标直观体现精益生产效果,实现生产效率、质 量一致性和安全性的同步提升。
3.3 质量波动控制与故障预警
智能监控系统可实时监控关键工艺参数,并通过闭 环反馈机制控制质量波动。在实际生产中,当温度或压 力波动超过设定阈值时,系统会在 10 s 内自动调节,热或排压,避免反应异常。例如,反应釜在连续生产过 程中温度偏高 2℃,系统立即调节加热功率 5%,温度 恢复至设定范围内,避免了副产物生成。统计数据显示, 部署系统后,生产线温度异常导致的产品报废率由 3.5% 降至 0.7%。 系统还可进行设备故障预警。通过对搅拌器、电机 及传感器状态的监控,提前识别老化或异常信号。实际 案例显示,在反应釜运行半年中,系统预警了 3 次搅拌 器轴承异常,提前维护避免了可能导致 7% 批次产品报 废的风险。结合智能监控和数据分析,生产过程的稳定 性和产品一致性得到显著提升,实现了精益生产的量化 管理 [5]。
4 智能监控技术的精益效益分析
智能监控技术在化工生产中的应用,改变了传统依 赖人工和单一传感器的监控模式,并通过自动化、实时 分析与智能决策,显著提升生产效率、降低成本、优化 资源使用、保证产品质量一致性,并推动技术创新与市 场拓展。 其主要效益可概括为以下 4 个方面:
1)精益生产效率提升:通过实时数据采集与分析,系统能够自动调 节关键工艺参数(温度、压力、搅拌速度),减少人工 干预和反应滞后,缩短生产周期,提高产能;
2)精益成本节约与资源优化:精准控制工艺过程,降低废品率 和能源消耗,同时优化原材料使用效率,实现经济效益 和环境效益双赢;
3)精益质量一致性与故障率下降:通 过实时监控和自动调节,保证反应过程稳定,减少人为 操作误差;同时提供设备预警与故障预测,降低停工风 险,确保产品质量稳定;
4)精益技术创新与市场前景: 结合 5G 高速视频传输和深度学习算法,实现数据实时 处理、预测分析和闭环控制,为高风险、高精度化工生 产提供安全、高效、智能化解决方案,拓展市场应用空间。
5 结论
本文基于化工反应釜智能监控技术,探讨了其在生 产质量控制中的应用。通过引入 5G 防爆摄像头、视频 流传输与分析、以及智能反馈机制,能够实时监控反应 釜内的温度、压力、物料混合度等关键工艺参数,确保 反应过程的稳定性和产品质量的一致性。智能监控技术 显著提高了生产效率,降低了生产成本,并减少了故障 率,提升了精益生产质量。
参考文献:
[1] 吕良伟, 邬永利, 高艳, 等. 化工企业安全生产中机电一体 化技术的应用研究[J]. 内蒙古石油化工, 2025, 51(02): 85- 88.
[2] 吴丹. 化工设备智能监控与实时数据分析方法[J]. 化学工 程与装备, 2024(12): 107-109.
[3] 王飞. 智能监控系统在化工环境材料生产过程中的应用 [J]. 电子技术, 2024, 53(12): 236-237.
[4] 魏红佳, 高晓燕, 黄顺林, 等. 浅谈智能化MES系统在化工 生产装置中的应用[J]. 纯碱工业, 2024(06): 43-45.
[5] 姚逵. 智能监控在石化企业数字化转型中的应用[J]. 化工 管理, 2024(13): 64-66
本文系“流程工业”首发,未经授权不得转载。责任编辑:胡静,审核人:李峥
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)

2026-02-13

2026-02-12

2026-02-11




